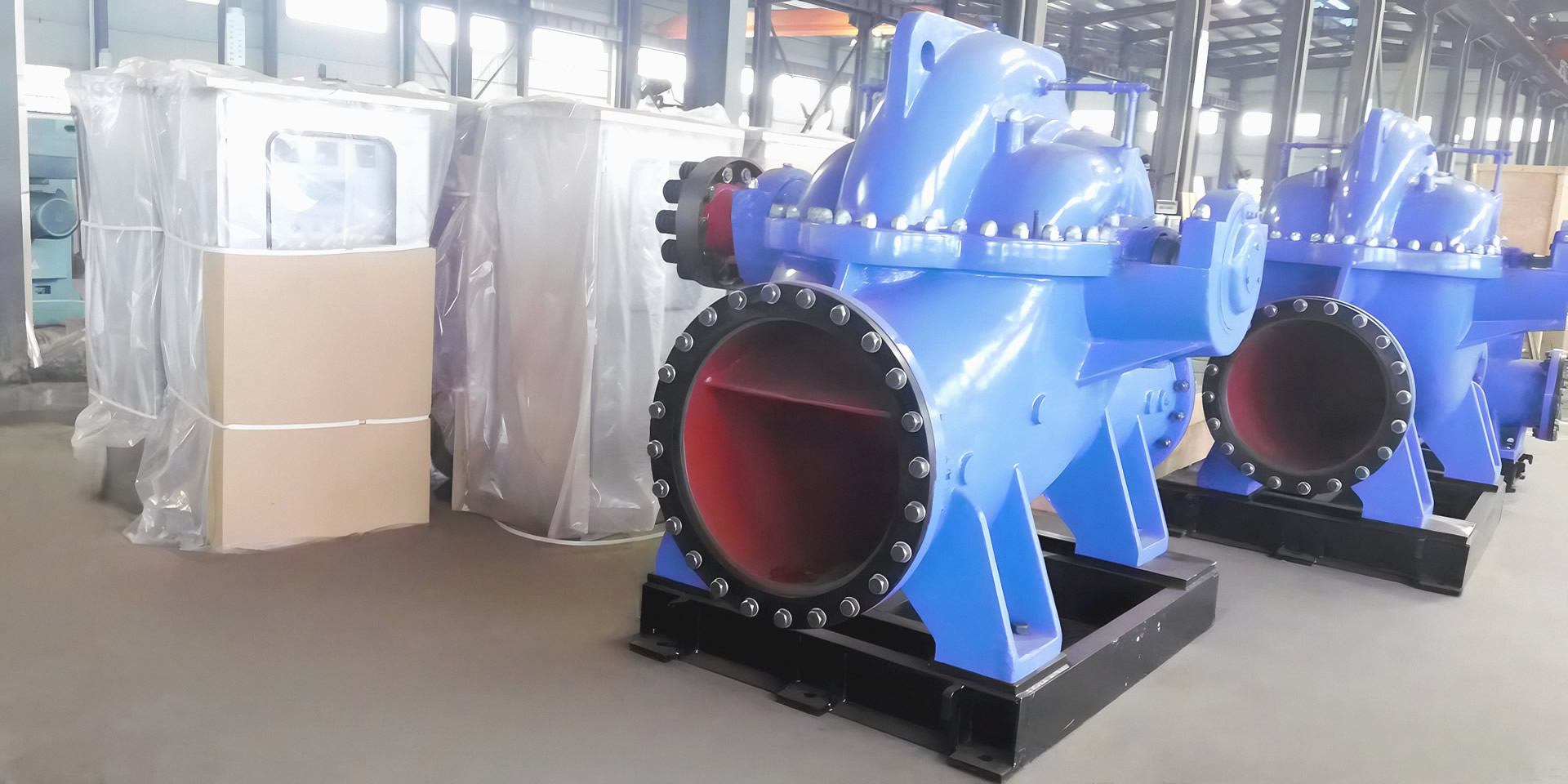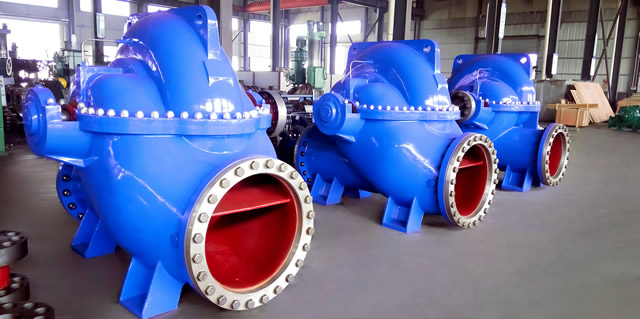







前面已经介绍过小型XS中开式单级双吸离心泵的装配”技术要点,包括核心流程、标准规范、常见错误与验证方法。虽然小型XS中开式单级双吸离心泵与大型XS中开式单级双吸离心泵在结构尺寸、材料强度、热膨胀补偿量、密封压力等级等方面存在差异,但其基本装配原理、中开式结构、双吸叶轮对中、轴承轴向自由端设计、密封安装规范等核心逻辑是相通的。然而大型XS中开式单级双吸离心泵对比小型XS中开式单级双吸离心泵,其装配工艺在以下方面可能有显著不同:1)大型中开式单级双吸离心泵通常采用更高精度的对中要求(如激光对中)、2)轴承间隙与热膨胀补偿量更大、3)泵盖螺栓紧固顺序与扭矩要求更严格、4)可能使用液压或机械式轴向定位装置、5)密封系统可能采用双端面机械密封而非填料密封、6)装配后需进行动平衡检测与振动分析。因此,不能直接复用小型小型XS中开式单级双吸离心泵的装配信息,必须关注以下:1)大型XS中开式双吸泵的专用装配工艺;2)与小型泵在结构设计、公差控制、紧固规范上的差异;3)行业标准中对大型中开式单级双吸离心泵的特殊要求(如GB/T、API、ISO等);4)大型中开式单级双吸离心泵装配中使用的专用工具与检测设备。 一、装配核心流程与大型XS中开式单级双吸离心泵特有工艺 转子部件高精度预装 · 叶轮、轴套、双吸密封环按序安装于泵轴,键槽对中精度要求≤0.02mm,禁止锤击装配。 · 叶轮须经静平衡校验(符合JB/T 1050-2024),轴向定位通过轴套螺母微调,确保两侧口环间隙对称,偏差≤0.1mm。 · 轴承组件采用油浴加热至90–105℃(非火焰加热),热装后自然冷却,避免内圈应力开裂。 中开结合面密封系统 · 使用耐高温青壳纸垫或氟橡胶复合垫片,厚度0.5–1.2mm,结合面涂薄层高温润滑脂(如二硫化钼)。 · 严禁使用普通石棉垫,防止高温高压下老化泄漏。 · 泵盖合拢前,需用内窥镜检查结合面无异物、无划痕。 轴向定位与热膨胀补偿设计 · 驱动端:双列向心球轴承,压盖与外圈保留0.05–0.08mm轴向间隙,用于补偿装配误差。 · 非驱动端:单列轴承,压盖与外圈间隙≥8mm(大型泵典型值),实现“一端固定、一端自由”热伸缩,防止轴弯曲。 · 轴向总窜动量控制在≤0.5mm(依据化工泵机械密封安装规范)。 联轴器高精度对中 · 采用激光对中仪(如Fixturlaser),对中精度要求: · 径向晃度 ≤0.06mm(符合API 610标准) · 端面瓢偏 ≤0.05mm · 对中前需完成冷态补偿:根据运行温升(通常+40℃),预设轴线偏移量,确保热态运行时轴线重合。 · 对中后,地脚螺栓必须对角分步紧固至额定扭矩,防止变形。 密封系统安装 · 机械密封(主流选择): · 密封面清洁度达ISO 4406 Class 16/14,禁止手触。 · 弹簧压缩量误差±0.5mm,旋向与泵轴旋转方向相反。 · 静环尾部防转销间隙保持1–2mm,避免缓冲失效。 · 填料密封(备选): · 填料环切口120°错开,逐道压入,压盖螺栓仅轻拧至“微渗不滴”为限。 · 水封环进液孔必须对准泵体冷却水通道。 泵盖合拢与最终紧固 · 使用定位销确保泵体与泵盖精准对位。 · 泵盖螺栓按对角交叉、分三次均匀拧紧,扭矩值依据泵体尺寸按JB/T 1050-2024执行。 · 安装压力平衡管与丝堵,排气后注入清水,排除腔内空气。 项目 标准/规范 大型泵特殊要求 泵型定义 JB/T 1050-2024 明确大型泵(流量>1000m³/h)需通过振动、刚度、效率专项测试 联轴器对中 API 610 第12版 径向晃度≤0.06mm,端面瓢偏≤0.05mm,禁止使用塞尺法 轴向窜动 GB/T 3216-2016 轴向窜动≤0.5mm,作为水力性能验收强制项 轴承间隙 行业实践 非驱动端间隙≥8mm,驱动端0.05–0.08mm,滑动轴承侧隙0.04–0.22mm 密封安装 化工泵安装规范 密封面径向跳动≤0.03mm,轴套表面粗糙度Ra≤0.8μm · 激光对中仪:用于联轴器高精度找正(如Fixturlaser NXA) · 百分表支架组:测量叶轮轴向位移与泵轴径向跳动 · 红外测温仪:监控轴承加热温度,防止过热 · 内窥镜:检查中开面密封面清洁度 · 扭矩扳手:按标准扭矩值紧固泵盖螺栓(典型值:M20螺栓≥300N·m) · 动平衡仪:转子装配后需进行低速动平衡,振动速度≤2.8mm/s · 手动盘车:转动应轻快无卡滞,轴向窜动≤0.5mm。 · 水压试验:泵体加压至1.5倍额定压力,保压10分钟,中开面、密封处无渗漏。 · 空载试运行: · 运行30分钟,轴承温度≤85℃,电机电流≤额定值110%。 · 振动速度≤4.5mm/s(符合ISO 10816-3)。 · 负载调试: · 逐步开启出口阀至额定工况,记录流量、扬程、效率。 · 效率不得低于铭牌值的95%(依据JB/T 1050-2024)。 · 连续运行:72小时满负荷运行,监测振动、温升、密封泄漏量(≤3滴/分钟)。 注:所有装配操作必须使用防爆工具,严禁使用铁锤、撬棍直接敲击泵轴、叶轮或轴承。 转子部件高精度预装 · 叶轮、轴套、双吸密封环按序安装于泵轴,键槽对中精度要求≤0.02mm,禁止锤击装配。 · 叶轮须经静平衡校验(符合JB/T 1050-2024),轴向定位通过轴套螺母微调,确保两侧口环间隙对称,偏差≤0.1mm。 · 轴承组件采用油浴加热至90–105℃(非火焰加热),热装后自然冷却,避免内圈应力开裂。 中开结合面密封系统 · 使用耐高温青壳纸垫或氟橡胶复合垫片,厚度0.5–1.2mm,结合面涂薄层高温润滑脂(如二硫化钼)。 · 严禁使用普通石棉垫,防止高温高压下老化泄漏。 · 泵盖合拢前,需用内窥镜检查结合面无异物、无划痕。 轴向定位与热膨胀补偿设计 · 驱动端:双列向心球轴承,压盖与外圈保留0.05–0.08mm轴向间隙,用于补偿装配误差。 · 非驱动端:单列轴承,压盖与外圈间隙≥8mm(大型泵典型值),实现“一端固定、一端自由”热伸缩,防止轴弯曲。 · 轴向总窜动量控制在≤0.5mm(依据化工泵机械密封安装规范)。 联轴器高精度对中 · 采用激光对中仪(如Fixturlaser),对中精度要求: · 径向晃度 ≤0.06mm(符合API 610标准) · 端面瓢偏 ≤0.05mm · 对中前需完成冷态补偿:根据运行温升(通常+40℃),预设轴线偏移量,确保热态运行时轴线重合。 · 对中后,地脚螺栓必须对角分步紧固至额定扭矩,防止变形。 密封系统安装 . · 机械密封(主流选择): · 密封面清洁度达ISO 4406 Class 16/14,禁止手触。 · 弹簧压缩量误差±0.5mm,旋向与泵轴旋转方向相反。 · 静环尾部防转销间隙保持1–2mm,避免缓冲失效。 · 填料密封(备选): · 填料环切口120°错开,逐道压入,压盖螺栓仅轻拧至“微渗不滴”为限。 · 水封环进液孔必须对准泵体冷却水通道。 泵盖合拢与最终紧固 · 使用定位销确保泵体与泵盖精准对位。 · 泵盖螺栓按对角交叉、分三次均匀拧紧,扭矩值依据泵体尺寸按JB/T 1050-2024执行。 · 安装压力平衡管与丝堵,排气后注入清水,排除腔内空气。 项目 标准/规范 大型泵特殊要求 泵型定义 JB/T 1050-2024 明确大型泵(流量>1000m³/h)需通过振动、刚度、效率专项测试 联轴器对中 API 610 第12版 径向晃度≤0.06mm,端面瓢偏≤0.05mm,禁止使用塞尺法 轴向窜动 GB/T 3216-2016 轴向窜动≤0.5mm,作为水力性能验收强制项 轴承间隙 行业实践 非驱动端间隙≥8mm,驱动端0.05–0.08mm,滑动轴承侧隙0.04–0.22mm 密封安装 化工泵安装规范 密封面径向跳动≤0.03mm,轴套表面粗糙度Ra≤0.8μm · 激光对中仪:用于联轴器高精度找正(如Fixturlaser NXA) · 百分表支架组:测量叶轮轴向位移与泵轴径向跳动 · 红外测温仪:监控轴承加热温度,防止过热 · 内窥镜:检查中开面密封面清洁度 · 扭矩扳手:按标准扭矩值紧固泵盖螺栓(典型值:M20螺栓≥300N·m) · 动平衡仪:转子装配后需进行低速动平衡,振动速度≤2.8mm/s · 手动盘车:转动应轻快无卡滞,轴向窜动≤0.5mm。 · 水压试验:泵体加压至1.5倍额定压力,保压10分钟,中开面、密封处无渗漏。 · 空载试运行: · 运行30分钟,轴承温度≤85℃,电机电流≤额定值110%。 · 振动速度≤4.5mm/s(符合ISO 10816-3)。 · 负载调试: · 逐步开启出口阀至额定工况,记录流量、扬程、效率。 · 效率不得低于铭牌值的95%(依据JB/T 1050-2024)。 · 连续运行:72小时满负荷运行,监测振动、温升、密封泄漏量(≤3滴/分钟)。 注:所有装配操作必须使用防爆工具,严禁使用铁锤、撬棍直接敲击泵轴、叶轮或轴承。 大型XS中开式单级双吸离心泵的装配顺序如下: 1.轴承及轴承座内用柴油(或汽油)仔细清洗干净。 2.装配前各加工表面均匀地涂以优质机油。 3. 在泵体中开面上铺上一层橡胶石棉板(0.5mm),装上固定泵盖、填料压盖(机封端盖)的螺柱和丝堵。 4. 装配转子部件: (1)轴上先装键、再装叶轮(注意XS中开式单级双吸离心泵转向),叶轮两端装入已装好O形密封圈的轴套、O形密封圈、轴承挡套,后套入双吸密封环、填料套。 (2)填料密封:将填料环、填料压盖、挡水圈从轴的两端套入(填料暂不装)。 机械密封:将机械密封的动环对准轴套上的V形槽,并将动环固定在轴套上(动环端面抹少许润滑油)。最后装纸垫和机封端盖(已先压入静环),挡水圈。 (3)轴的尾端先装轴承盖、纸垫、轴承、止动垫圈和圆螺母并锁紧,最后装轴承座,轴承端盖,并用螺钉紧固。轴的传动端先装轴承盖、纸垫、轴承、止动垫圈和圆螺母并锁紧,最后装轴承座(不完全装到位)。轴承内加入3#锂基润滑脂,占轴承腔1/3~1/2为宜。轴承盖与轴承座用螺钉连接。 5. 把转子部件装在泵体上(注意XS中开式单级双吸离心泵转向),将轴承座与泵体用螺栓联接紧固,检查转子部件是否转动灵活,检查叶轮两端密封环位的跳动,允差0.15mm,检查密封环与叶轮间的间隙,检查轴伸处的圆跳动,允差0.05mm。合格后,盖上泵盖,装上螺尾锥销,拧紧螺母。 6. 装填料:在填料环前装两根填料,压入填料环后再装三根填料,各填料接口处错开90°,填料环对准水封管接口。将填料压盖(机封端盖)固定在泵体、泵盖上。 7. 配制排气管部件、水封管部件,装各丝堵、放气塞、油嘴等附件。最后装上键,顺键压入联轴器。 8. 装配完成后,用手转动泵轴,没有擦碰现象,转动比较轻滑均匀即可。 注意: 1.装入叶轮时注意叶轮的旋转方向与泵体、泵盖匹配。 2.在上述装配过程中,不要遗漏或装错密封纸垫、O形密封圈、挡水圈等小件。 泵的拆卸顺序基本上可按装配顺序的反向进行。拆卸时注意以下事项: 1.在必要的配合处作好相应标记,以利于下次装配。 2.准备一些箱子,装拆卸下来的零件,以防散失或磕碰划伤,每处拆下来的紧固件分开放好。 3.准备好稀释过的防锈油,以便涂于零件的加工表面。 4.下列零件不能重复使用:O形密封圈、纸垫、锈坏的紧固件、弹簧垫圈、填料。 大型XS中开式单级双吸离心泵装配技术要点
二、关键装配标准与规范依据
三、大型XS中开式单级双吸离心泵装配专用工具与检测设备
四、装配后验证与试运行要求
特有工艺
二、关键装配标准与规范依据
三、大型泵装配专用工具与检测设备
四、装配后验证与试运行要求